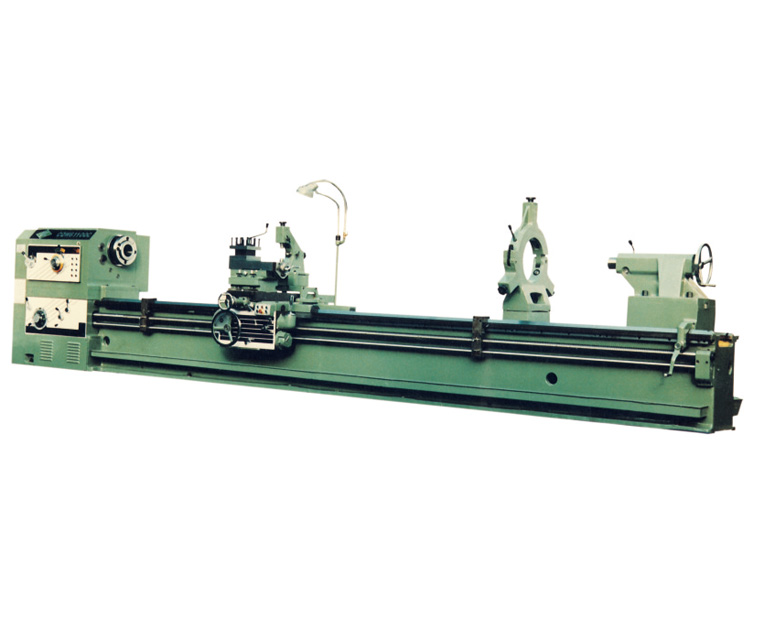
宁德数控车床的整个加工都是通过执行工件的加工程序来实现的。因而加工程序编制的优劣直接影响工件终的加工精度和加工效率。而工件加工程序编制的前提是工艺安排的确定。本文就简单介绍一下,数控车床数控加工应当遵循的工艺原则,希望对大家有些帮助。

 |  地址:福建福州仓山望峰路9号(义序机电园内) 地址:福建福州仓山望峰路9号(义序机电园内) 电话:0591-83328030 / 0591-83328397 电话:0591-83328030 / 0591-83328397 传真:0591-83322498 传真:0591-83322498  邮箱:FZJCC16888@163com 邮箱:FZJCC16888@163com 网址: www.fzccgw.com 网址: www.fzccgw.com |
 备案号:闽ICP备2024055750号-1
备案号:闽ICP备2024055750号-1